Gear

Gallery2
You probably don’t understand exactly how a DC-Solar battery charger works. But that doesn’t mean you don’t expect that magic little box to work without any dramas.
How hard can it be to provide a decent charger for a technology that’s been around since at least the 1800s? Well, it turns out it is pretty hard, unless, of course, you’re from Brown and Watson International (BWI), and even then it’s no piece of Pavlova.
Established in 1954, BWI is an importer, exporter and developer, and was once involved in everything from manufacturing transport equipment to toy wholesaling and furniture. Nowadays, it owns Projecta and the Australian rights to Narva lights, with its Melbourne-based headquarters employing full-time designers and engineers – not to mention three laboratories that test everything from lumens to vibration durability.
 The crew also does pretty good sandwiches, so 4X4 Australia recently dropped in to have a bite to eat (disclosure) and to see exactly what goes into delivering a quality product to a customer. Here’s what we learned…
The crew also does pretty good sandwiches, so 4X4 Australia recently dropped in to have a bite to eat (disclosure) and to see exactly what goes into delivering a quality product to a customer. Here’s what we learned…
Start at the start
It should go without saying that a product starts with the customer and what they need, but it’s maddening how many companies get it wrong. BWI marketing manager George Davies says to get it right a company needs to work closely with end users, installers and service people. “I still remember the day a guy called me up and asked if he could use an air compressor to go scuba diving,” George says. “I said no. But thanks for the enquiry anyway. Put that one on the product checklist.”
 Jokes aside, once the customers’ needs are determined, the company can then survey the market for existing offerings and develop a detailed technical and functional brief for a new product.
Jokes aside, once the customers’ needs are determined, the company can then survey the market for existing offerings and develop a detailed technical and functional brief for a new product.
Find the right gear
When you know what people want, you then need the right stuff to make it all happen. The folks at BWI call this “sourcing technology solutions to meet the brief”.
For example, with Projecta’s newly released DC-Solar battery charger, the IDC25, BWI wanted to make a voltage/power converter (the part of the system that boosts the input voltage up to charge the auxiliary battery) that was efficient and could operate under a range of conditions. George says they did this by working with an IC manufacturer to extend their standard solution to meet the performance needs of Projecta.
 BWI was able to select the best supply partner to work with on the product, with price, technical competence and experience major considerations.
BWI was able to select the best supply partner to work with on the product, with price, technical competence and experience major considerations.
Design and simulations
With a supply partner recruited, the project can move to the design stage, where both the electronic and mechanical design can be finalised and detailed. BWI does this by using 3D CAD modelling with simulations for functions like stress and thermal management.
Once design in the virtual computer environment is complete, functional prototypes can be made. George says these usually take several iterations and allow all the computer simulations to be tested in the real world. It’s an important step because there are usually unforeseen conditions in the real world that need to be addressed.
 “If you have done a thorough job of the early stages of the development, then the issues that arise usually can be addressed by software or minor hardware changes,” he says.
“If you have done a thorough job of the early stages of the development, then the issues that arise usually can be addressed by software or minor hardware changes,” he says.
“With IDC25, we had to make a number of adjustments to the control software at this point to deal with “real world” conditions, like the solar coming on and off instantly (which happens when you drive through a tunnel).”
Choose your weapons
If the prototypes work, you’ll need the tools to manufacture the end product, which for BWI can include plastic moulds, extrusion dies, circuit boards (PCB) and many jigs and fixtures for production and production-line testing.
 When the tools are finished, trial parts are produced and checked. Changes are then made to the tools to correct any minor errors and adjust the fit of all the parts to ensure the finished assembly fits together perfectly.
When the tools are finished, trial parts are produced and checked. Changes are then made to the tools to correct any minor errors and adjust the fit of all the parts to ensure the finished assembly fits together perfectly.
Test the pilot
Now you should be ready for the first pilot run of a product. This is where all the major testing makes sure the product isn’t going to cark it. Parts should be subjected to a lengthy test and validation program.

2
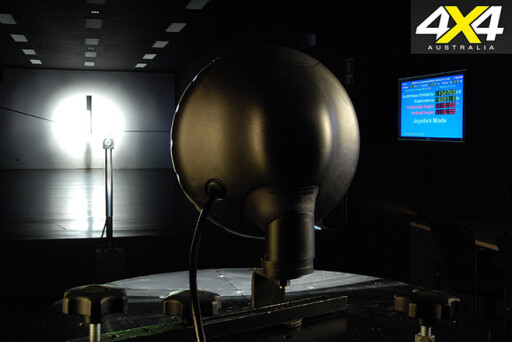
At BWI this typically includes field trials to test the product in the real world, as well as many lab tests, such a ingress protection tests, which check for dust and water resistance; and thermal shock tests, where the product is continuously subjected to rapid temperature change (typically minus-40°C to plus-80°C) to test the durability of the mechanical structure and electronic assembly.
Next is the barrage of electrical tests, such as reverse connection, over-under voltage and voltage surges. These tests should ensure that when a product hits the market, it does what it’s supposed to – for a long time.
More testing
The last step, but certainly not the least important, is the ongoing testing of the production runs. This varies greatly depending on the type of product, but in the case of the IDC25 charger it includes a burn-in test of each charger for two hours, followed by a full-function test (input voltage, output voltage, voltage set points for each charge stage, etc.) to ensure every unit meets the specifications set.
 And, evidently, that's how a Melbourne-based company like BWI can survive in a market flooded with cheap imports – by going the extra mile to ensure quality.
And, evidently, that's how a Melbourne-based company like BWI can survive in a market flooded with cheap imports – by going the extra mile to ensure quality.
Please enable JavaScript to view the comments powered by Disqus.
COMMENTS